




-
焊接工艺评定腐蚀试验紧固件测试塑料发泡材料胶带力学性能断口分析REACH测试加州65测试卤素测试VOC测试食品接触材料测试电池产品禁限用物质测试包装产品禁限用物质测试
- •
- •
- •
 金属材料检测
金属材料检测 仓储货架检测
仓储货架检测 无损探伤检测
无损探伤检测 高分子及复合材料
高分子及复合材料 涂镀产品检测
涂镀产品检测 可靠性测试
可靠性测试 失效分析
失效分析 环保测试
环保测试
400-633-0908
● 需要对现场的大型设备进行定期维护检修;
● 需要直观的显示工件内部缺陷的大小和形状;
● 需要检查微小表面缺陷;
● 需要对最后的成品进行检验,以保证各道加工工序中未产生有害缺陷。
●资质全 ●出报告快 ●性价比高 ●服务好
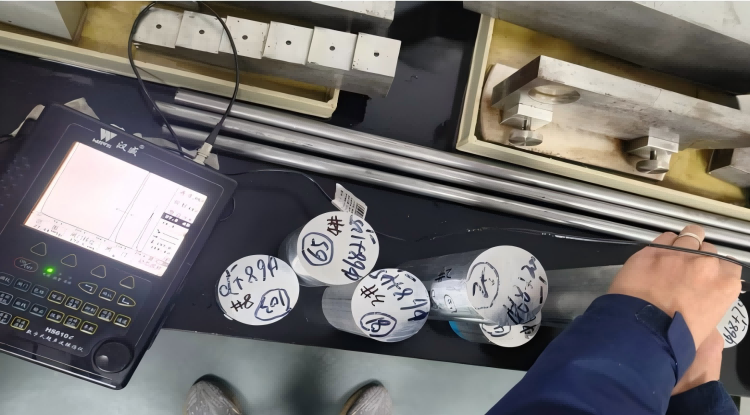
锻件无损检测是指在不损坏锻件的前提下,采用各种技术手段对锻件的内部和表面质量进行检测,以发现潜在缺陷的方法。以下是一些常见的锻件无损检测方法及其相关内容:
超声检测:
原理:利用超声波在锻件中传播时,遇到不同介质界面会产生反射、折射和散射等现象,当锻件内部存在缺陷时,超声波会在缺陷处产生反射或散射,通过接收和分析这些反射或散射信号,来判断锻件内部是否存在缺陷以及缺陷的位置、大小和形状等信息。
适用范围:适用于检测锻件内部的裂纹、夹杂、气孔、疏松等体积型缺陷,尤其对内部较深位置的缺陷检测效果较好,广泛应用于各种金属锻件,如航空航天用的大型钛合金锻件、电站设备中的大型合金钢锻件等。
射线检测:
原理:射线穿透锻件时,由于锻件内部的缺陷与基体材料对射线的吸收和衰减程度不同,使得透过锻件的射线强度分布发生变化,通过射线成像设备将这种强度变化转换为图像,从而显示出锻件内部的结构和缺陷情况。
适用范围:能清晰显示锻件内部的气孔、夹杂物、缩孔等缺陷的形状、大小和位置,对于检测与射线束方向垂直或接近垂直的平面型缺陷效果较好,常用于中小型锻件以及对内部质量要求较高的关键部位锻件的检测,如航空发动机叶片、汽车零部件等。
磁粉检测:
原理:当锻件被磁化后,若表面或近表面存在缺陷,会导致磁力线畸变,在缺陷处形成漏磁场,磁粉会被漏磁场吸附,从而显示出缺陷的位置和形状。
适用范围:主要用于检测铁磁性材料锻件的表面和近表面缺陷,如裂纹、折叠、发纹等,对表面开口裂纹的检测灵敏度较高,常用于曲轴、齿轮等铁磁性材料的锻件检测。
渗透检测:
原理:将含有色染料或荧光剂的渗透液涂覆在锻件表面,使其渗入表面开口缺陷中,然后去除多余的渗透液,再涂上显像剂,缺陷中的渗透液被吸附到表面,形成与缺陷形状相似的显示痕迹,从而显示出缺陷的位置和形状。
适用范围:适用于检测锻件表面的开口裂纹、针孔等缺陷,不受材料磁性限制,可用于各种金属和非金属锻件的表面检测,但无法检测表面以下的内部缺陷,常用于铝、镁合金等非铁磁性材料锻件以及表面质量要求较高的小型锻件检测。
涡流检测:
原理:给检测线圈通以交变电流,在线圈周围产生交变磁场,当锻件靠近线圈时,锻件中会产生感应涡流,涡流又会产生自己的磁场,反作用于检测线圈,使线圈的阻抗发生变化。通过测量线圈阻抗的变化来判断锻件中是否存在缺陷以及缺陷的情况。
适用范围:主要用于检测导电材料锻件的表面和近表面缺陷,对表面裂纹等缺陷的检测灵敏度较高,常用于铜、铝等有色金属锻件的快速检测,如航空航天领域的铝合金锻件、电气设备中的铜合金锻件等。
中国标准
GB/T 37400.15-2019:《重型机械通用技术条件 — 第 15 部分:锻钢件无损探伤》
GB/T 5097:《无损检测 渗透检测和磁粉检测观察条件》
GB/T 11259:《超声波检验用钢制对比试块的制作与校验》
GB/T 15822.1:《无损检测 磁粉检测 第 1 部分:总则》
国际标准
BS EN 10228-2:20111:《钢锻件的无损检验 渗透检验》
ASTM E1417:《液体渗透剂检验标准试验方法》
ISO 16811:《无损检测 超声波检测 灵敏度和范围设置》
